- nr.8, soseaua zaolinului,
strada Longxiang,
Tongxiang, Zhejiang, China - +86 573 89381086[email protected]
- DescărcăriBroșuri PDF
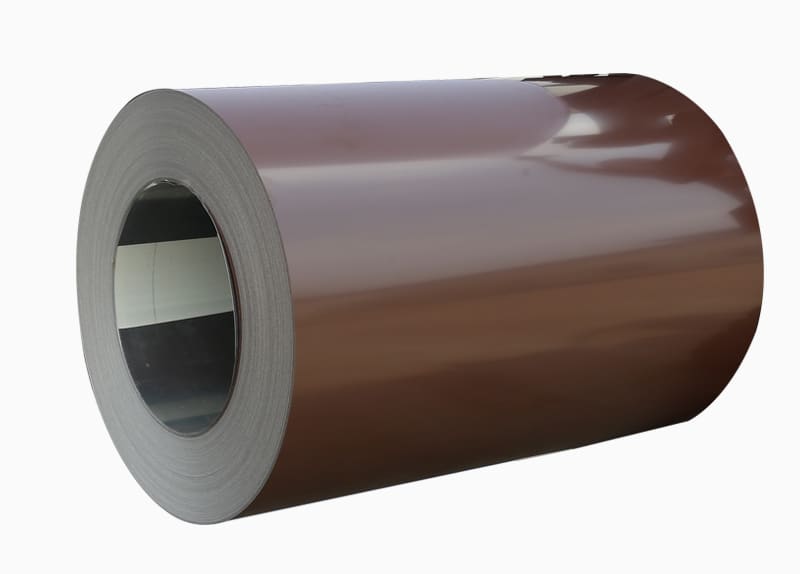
În industria construcțiilor, PPGI (bobină de oțel galvanizat pre-acoperit) și PPGL (bobină din oțel galvanizat pre-acoperit) sunt foarte favorizate pentru performanța și economia lor unică. Cu toate acestea, calitatea lor înaltă este inseparabilă de procesele de producție avansate și de un control strict al calității.
Procesul de producție: Analiza întregului proces de la materii prime la produse finite
Producția de Construcție PPGI / PPGL bobină este un proces complex și extrem de automat care implică mai mulți pași cheie. Următoarea este o analiză detaliată a întregului proces de producție:
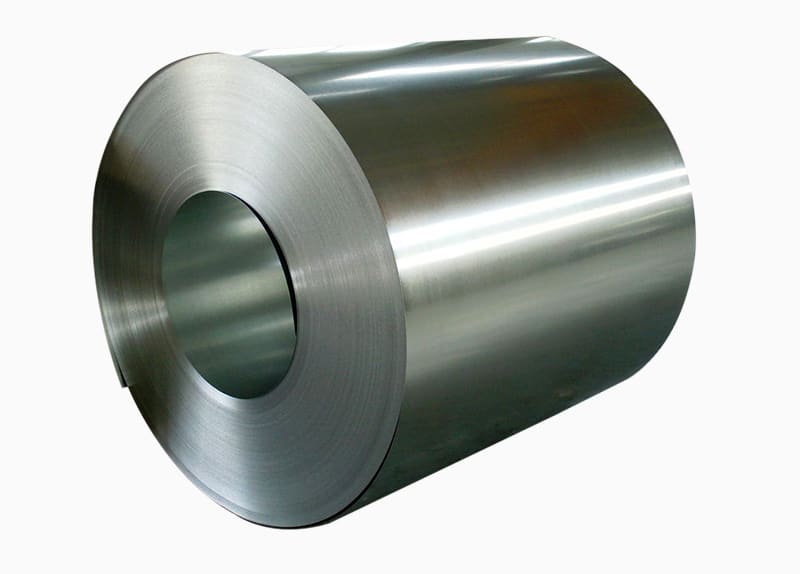
Pregătirea substratului: Substratul este baza bobinelor PPGI/PPGL, iar calitatea acestuia afectează în mod direct performanța produsului final. Substratul este de obicei oțel cu frig la rece sau oțel galvanizat la cald (PPGI) și oțel galvanizat (PPGL). Înainte de a intra în linia de producție, substratul trebuie să fie murat și degresat pentru a îndepărta oxizii de suprafață și petele de ulei pentru a asigura aderența acoperirilor ulterioare.
Tratament chimic: Înainte de acoperire, suprafața substratului trebuie tratată chimic pentru a forma un film de conversie fosfat sau cromat uniform. Această etapă nu numai că îmbunătățește aderența acoperirii, dar îmbunătățește și rezistența la coroziune a substratului.
Proces de acoperire:
Acoperirea este legătura de bază a producției de bobină PPGI/PPGL, care este împărțită în trei etape: acoperire cu grund, acoperire topcoat și acoperire cu acoperire:
Acoperirea primerului: Rolul primerului este de a îmbunătăți aderența dintre acoperire și substrat, oferind în același timp protecție anti-coroziune preliminară.
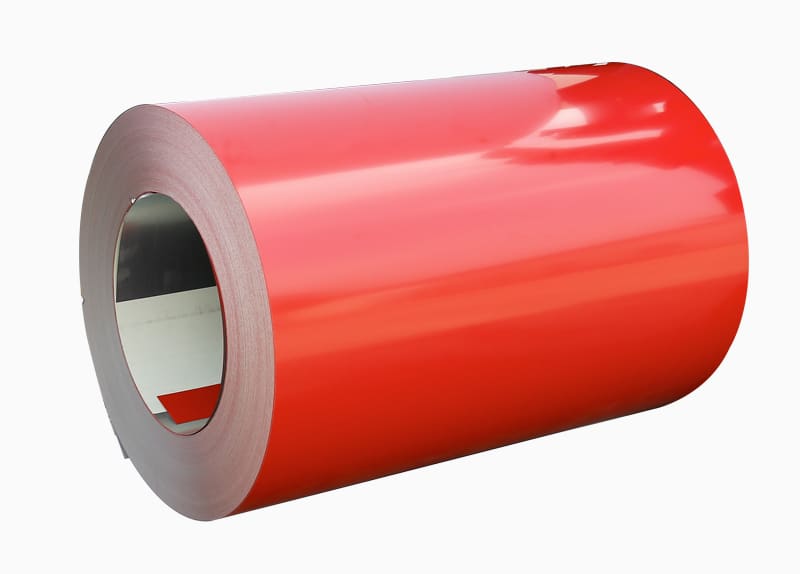
Acoperirea topcoat: Topcoat determină aspectul și rezistența la intemperii a produsului. Acoperirile utilizate frecvent includ poliester (PE), poliester modificat de siliciu (SMP) și fluorocarbon (PVDF).
Acoperire din spate: Cocoșul din spate este utilizat în principal pentru a proteja partea din spate a substratului pentru a preveni zgârieturile în timpul transportului și instalării.
Întărirea și răcirea:
După acoperire, bobina va fi vindecată într-un cuptor cu temperatură ridicată pentru a întări complet acoperirea. Ulterior, bobina este răcită la temperatura camerei printr -un dispozitiv de răcire pentru a evita deformarea cauzată de tensiunea termică.
Tăiere și ambalare:
În cele din urmă, în conformitate cu nevoile clienților, bobina este tăiată în dimensiuni specificate și ambalată în ambalaje rezistente la umiditate și rezistență la zgârieturi pentru transport și depozitare.
Controlul calității: un factor cheie în determinarea performanței produsului
Controlul calității bobinelor PPGI/PPGL se efectuează pe parcursul fiecărui etapă de producție. Iată câteva puncte cheie de control al calității:
Inspecția calității substratului:
Grosimea, planeitatea și finisajul de suprafață al substratului trebuie să îndeplinească standardele. Orice defecte minore poate duce la reducerea unei aderențe de acoperire sau la aspectul slab.
Controlul grosimii acoperirii:
Grosimea acoperirii afectează în mod direct performanța anti-coroziune și durata de viață a produsului. Un acoperire prea subțire nu poate oferi o protecție adecvată, în timp ce o acoperire prea groasă poate afecta flexibilitatea și performanța de procesare. Prin urmare, controlul precis al grosimii acoperirii este esențial.
Temperatura și timpul de vindecare:
Temperatura și timpul în timpul procesului de întărire trebuie controlate cu precizie. O temperatură prea ridicată sau o perioadă prea lungă de timp va provoca îmbătrânirea acoperirii, în timp ce temperatura insuficientă poate afecta duritatea și aderența acoperirii.
Detectarea defectelor de suprafață:
În timpul procesului de producție pot apărea defecte de suprafață, cum ar fi bule, scăzute și zgârieturi. Aceste probleme pot fi descoperite și corectate în timp util printr -o combinație de echipamente de detectare online și inspecție manuală.
Test de intemperii: Bobinele finite trebuie să fie supuse unor teste riguroase de intemperii, inclusiv teste de îmbătrânire UV, teste de pulverizare a sării și teste de ciclu de căldură umedă, pentru a le asigura fiabilitatea în utilizare efectivă.
Cu o performanță ridicată anti-rugină, sunt utilizate pop...
Numele complet PPGI / PPGL COIL este bobină de oțel galva...
Port: Zhejiang, China Avantajele bobinei noastre de oț...

APLICAREA PPGI Construcție:Exterior:Atelier, depozit a...




