- nr.8, soseaua zaolinului,
strada Longxiang,
Tongxiang, Zhejiang, China - +86 573 89381086[email protected]
- DescărcăriBroșuri PDF
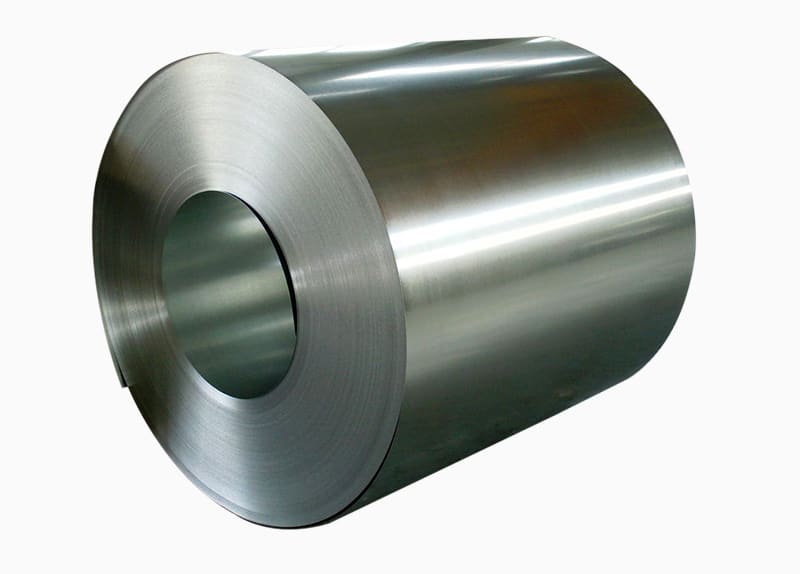
Călătoria unei bobine de oțel începe cu mult înainte de a ajunge la o fabrică sau la șantier. Începe cu materii prime - minereu de fier, cărbune de cocsificare și calcar - introduse într-un furnal unde sunt topite în fontă lichidă la temperaturi care depășesc 2.700 ° F (1.480 ° C). Fierul topit este apoi transferat într-un cuptor cu oxigen de bază (BOF) sau într-un cuptor cu arc electric (EAF), unde impuritățile sunt îndepărtate și conținutul de carbon este ajustat cu atenție pentru a produce oțel lichid cu compoziția dorită.
Oțelul lichid este turnat continuu în plăci groase - de obicei de 200 până la 250 mm grosime și până la 2 metri lățime. Aceste plăci sunt punctul de plecare pentru toate produsele din oțel laminate, inclusiv bobinele. După turnare, plăcile sunt fie prelucrate imediat, fie reîncălzite într-un cuptor de reîncălzire a plăcilor înainte de a intra în moara de benzi la cald, echipamentul cel mai direct responsabil pentru producerea bobinelor de oțel laminate la cald.
În moara de benzi fierbinți, placa reîncălzită este strânsă progresiv între o serie de suporturi de laminare, fiecare reducând grosimea în timp ce banda se alungește și accelerează. În momentul în care banda iese din standurile de finisare, este posibil să se deplaseze cu viteze de 80 km/h sau mai mult și să fi fost redusă de la o placă de 250 mm la o bandă subțire de 1,5 mm. Banda este apoi răcită pe o masă de curățare folosind pulverizări de apă controlate înainte de a fi înfășurată într-o bobină de către un bobinator în jos. Temperatura de bobinare este gestionată cu atenție deoarece afectează direct microstructura și proprietățile mecanice ale produsului final.
Bobinele laminate la cald pot fi vândute direct pentru multe aplicații, dar pentru utilizări care necesită toleranțe mai strânse, o calitate mai bună a suprafeței sau o rezistență mai mare, este nevoie de procesare ulterioară. Bobina laminată la cald este mai întâi murată - trecută printr-o baie de acid clorhidric sau sulfuric - pentru a îndepărta depunerile de oxid de pe suprafață. Aceasta produce o bobină murată și uleiată (P&O), care poate fi utilizată direct sau trimisă înainte la laminare la rece.
În laminarea la rece, grosimea benzii murate este redusă și mai mult la temperatura camerei, de obicei cu 50-90% din gabaritul de intrare. Acest lucru îmbunătățește în mod dramatic planeitatea, finisarea suprafeței și precizia dimensională, sporind în același timp rezistența de curgere prin călirea prin lucru. Bobina laminată la rece este apoi recoaptă - încălzită într-un cuptor cu atmosferă controlată - pentru a restabili ductilitatea pierdută în timpul lucrului la rece. Liniile moderne de recoacere continuă pot procesa bobinele la viteză mare, în timp ce recoacerea în loturi (folosind cuptoare cu clopot) este utilizată pentru produsele care necesită o temperare foarte moale.
După recoacere, bobinele laminate la rece trec de obicei printr-o trecere de laminare temperată - o reducere ușoară de aproximativ 0,5-2% - care elimină alungirea punctului de curgere (un fenomen care ar provoca marcaje de suprafață numite linii Lüders în timpul formării) și reglează fin finisajul suprafeței și planeitatea benzii. Bobinele cu defecte de planeitate pot fi, de asemenea, procesate printr-o linie de nivelare a tensiunii, care întinde banda pentru a îndepărta valurile, setul de bobine sau arbaleta.
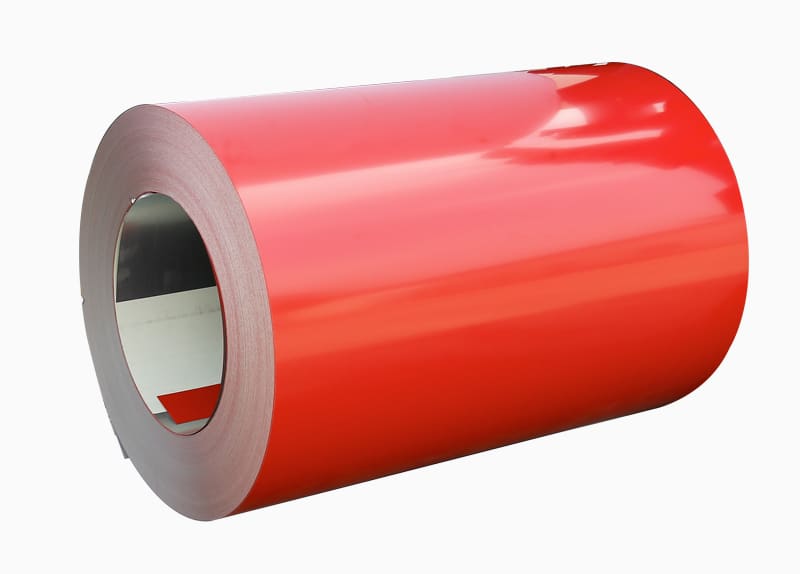
O mare parte din bobinele de oțel utilizate în întreaga lume primesc un strat protector sau decorativ înainte de a ajunge la utilizatorul final. Liniile de acoperire sunt operațiuni continue, de mare viteză, în care banda de oțel este curățată, pretratată, acoperită și uscată sau întărită într-o singură trecere prin linie. Tipul de acoperire aplicat determină rezistența la coroziune, formabilitatea, capacitatea de vopsire și aspectul suprafeței produsului final.
Într-o linie continuă de galvanizare la cald, banda de oțel este curățată și recoaptă într-o atmosferă protectoare înainte de a fi scufundată într-o baie de zinc topit la aproximativ 460°C. Pe măsură ce banda iese din vasul de zinc, cuțitele de aer elimină excesul de zinc pentru a controla grosimea acoperirii. Greutatea stratului de zinc - exprimată în grame pe metru pătrat (g/m²) - variază de la Z60 (60 g/m²) pentru aplicații interioare ușoare până la Z275 (275 g/m²) pentru utilizări solicitante în exterior sau structurale. Zincul se leagă metalurgic de suprafața oțelului, oferind protecție de barieră, precum și protecție catodică (sacrificială) care împiedică răspândirea ruginii chiar dacă stratul este zgâriat.
Acoperirea cu bobine este unul dintre cele mai eficiente procese de vopsire din producție. Banda de oțel trece printr-o serie de etape de pretratare chimică, aplicarea grundului și aplicarea stratului de acoperire folosind rulouri de acoperire, cu cuptoare de întărire între fiecare etapă. Întregul proces are loc într-o singură trecere continuă la viteze de bandă de până la 200 de metri pe minut. Rezultatul este o bobină de oțel prevopsită cu un finisaj foarte consistent și durabil, care elimină necesitatea vopsirii post-fabricare. Acoperirile includ poliester, PVDF (fluorura de poliviniliden), SMP (poliester modificat cu siliciu) si plastisol, fiecare oferind diferite compromisuri in ceea ce priveste flexibilitatea, rezistenta UV si rezistenta chimica.
Bobinele de oțel sunt clasificate conform standardelor naționale și internaționale care definesc compoziția chimică acceptabilă, proprietățile mecanice, toleranțele dimensionale și calitatea suprafeței. Principalele sisteme de standarde pe care le veți întâlni sunt:
| Sistem standard | Originea | Exemple comune de grad | Utilizare tipică |
| JIS (Standard industrial japonez) | Japonia | SPCC, SPCD, SGCC, SGHC | Automobile, electrocasnice, constructii |
| EN (Norma europeana) | Europa | DC01, DC04, DX51D, S355 | Produse de formare generală, structurale, acoperite |
| ASTM (Societatea Americană pentru Testare și Materiale) | SUA | A1008, A1011, A653, A36 | Produse pentru constructii, industriale, galvanizate |
| GB (Guojia Biaozhun) | China | Q235, Q345, ST12, ST14 | Structural, formare la rece, desen |
Multe dintre aceste desemnări de grade sunt în esență echivalente în ceea ce privește performanța materialului, chiar dacă convențiile de denumire diferă. De exemplu, JIS SPCC, EN DC01 și ASTM A1008 CS Tip B sunt toate oțelurile laminate la rece de calitate comercială standard, cu proprietăți similare. Când lucrați în lanțurile internaționale de aprovizionare, solicitați întotdeauna documentație de referință încrucișată sau solicitați metalurgistului să confirme echivalența înainte de a înlocui calitățile.

Bobinele de oțel sunt coloana vertebrală a producției moderne. Versatilitatea absolută a oțelului laminat plat - în diferitele sale forme, calități și acoperiri - înseamnă că se manifestă în aproape fiecare sector al economiei. Iată o privire asupra celor mai importante domenii de aplicare:
Industria auto este unul dintre cei mai mari consumatori de bobine de oțel din întreaga lume. Bobinele laminate la rece și galvanizate sunt ștanțate în panouri de caroserie, învelișuri de uși, hote, aripi și întăriri structurale. Bobinele din oțel de înaltă și ultra-rezistență (UHSS) - cu limite de curgere care depășesc 600 MPa - sunt din ce în ce mai utilizate în părți critice pentru siguranță, cum ar fi stâlpii B, grinzile ușilor și armăturile barei de protecție, unde absorb energia de impact, permițând în același timp producătorilor de automobile să reducă greutatea și să atingă obiectivele de economie de combustibil.
Bobinele de oțel prevopsite și galvanizate sunt laminate în panouri de acoperiș, placare de pereți, pane, știfturi din oțel și tablie. Bobinele structurale laminate la cald sunt tăiate și formate în secțiuni goale, unghiuri și canale utilizate în clădirile cu cadru de oțel, depozitele și structurile industriale. Cererea de bobine acoperite din sectorul construcțiilor este determinată în mare măsură de nevoia de anvelope de clădire de lungă durată, cu întreținere redusă, în toate condițiile climatice.
Tamburele mașinii de spălat, dulapurile frigorifice, căptușelile cuptorului și carcasele aparatului de aer condiționat sunt toate realizate din bobine de oțel laminate la rece sau prevopsite. Industria electrocasnicelor necesită o calitate constantă a suprafeței și toleranțe strânse la grosime pentru a se asigura că panourile pot fi formate, sudate și vopsite fără defecte. Bobinele de oțel acoperite rezistente la amprentă – cu un tratament special de suprafață care minimizează urmele vizibile – au devenit din ce în ce mai populare pentru finisajele premium ale aparatelor.
Tableta — oțel laminat la rece acoperit cu un strat foarte subțire de tablă — este unul dintre produsele originale din oțel acoperit și rămâne indispensabil pentru cutiile de alimente și băuturi, recipientele de aerosoli și cutiile de vopsea. Oțelul folosit trebuie să fie extrem de subțire (până la 0,1 mm), foarte plat și fără defecte de suprafață pentru a fi format la viteze mari ale liniilor moderne de fabricare a conservelor. Oțelul fără staniu (TFS), acoperit cu oxid de crom în loc de staniu, este, de asemenea, utilizat pe scară largă ca o alternativă rentabilă în ambalajele nealimentare.
Bobine de oțel joacă un rol tot mai mare în sectorul energetic. Bobinele electrice de oțel - benzi laminate la rece aliate cu siliciu cu proprietăți magnetice controlate cu atenție - sunt perforate în laminate pentru miezurile motoarelor electrice și miezurile transformatorului. Pe măsură ce vehiculele electrice și instalațiile de energie regenerabilă cresc în număr, cererea pentru bobine de oțel electric de înaltă eficiență se accelerează. Sistemele de montare a panourilor solare, secțiunile turnului eolian și oțelurile pentru conducte sunt, de asemenea, fabricate din produse cu bobine laminate plate.
Chiar și de la fabrici de renume, bobinele de oțel pot prezenta defecte - unele moștenite din procesul de fabricare a oțelului, altele introduse în timpul laminarii, acoperirii sau bobinării. Recunoașterea acestor defecte vă ajută să decideți dacă materialul este potrivit pentru utilizare, trebuie să fie declasat sau respins. Cele mai comune tipuri de defecte includ:
Cu o performanță ridicată anti-rugină, sunt utilizate pop...
Numele complet PPGI / PPGL COIL este bobină de oțel galva...
Port: Zhejiang, China Avantajele bobinei noastre de oț...

APLICAREA PPGI Construcție:Exterior:Atelier, depozit a...




